

Terms of use
Mechanical characteristics
We have selected and presented the essential mechanical characteristics required by the design offices. The values announced are the result of measurements made according to the standards in ideal laboratory conditions. It will therefore be necessary to apply in use the coefficients of safety of use.
Electrical properties
The electrical properties are related to the molecular structure. The presence of fillers, additives, moisture absorption and morphology in the study of these properties should be taken into account. The complexity of electrical and electromagnetic phenomena will often require real experimentation where the environment of the plastic part will then intervene.
Thermal properties
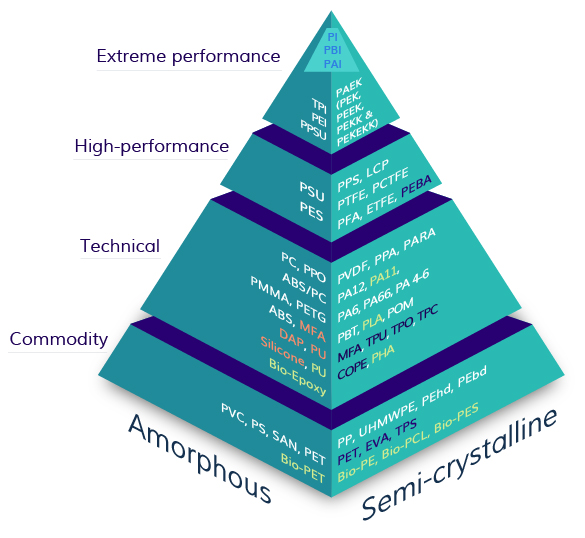
The thermal properties should rather be called "thermomechanical" because there is a correlation between the mechanical properties and the temperature. A thermoplastic has a glass transition temperature (Tg) where before it behaves like vitreous, rigid and brittle. After this Tg, it goes to the plasto-elastomeric state which causes a drop in mechanical properties to the melting temperature.
A thermostable material (high performance polymer) has a highly rigid molecular structure (binding energy) which results in good heat behavior. Thermosets have a three-dimensional structure and do not have a glass transition, but the drop in mechanical properties will depend on the degradation of the materials at high temperatures.
Chemical components
We have retained the most commonly used chemical components to give you reference points on the behavior of the various plastic families. For safety reasons, full-scale tests (chemical, dilution, temperature, duration) on representative samples will be essential before any qualification.
In addition, for manufacturing tolerances, it is necessary to take into account the NFT 58-000 standard which defines 4 levels: N = normal, R = reduced, P = accuracy and TGP = very high precision (exceptional use). Tolerance levels will be obtained through rigorous monitoring of the manufacturing process, the means used (machines, molds) and the processed material (TP / TD). In addition, it is necessary to take into account the morphology of the part, the shrinkage and post-shrinkage of the retained polymer as well as its moisture uptake.
Finally, the withdrawals indicated are only indicative because they are a function of the position of the injection point and thus of the macromolecular orientation (flow direction and perpendicular direction) but also of the material as a function of its crystallinity, its reinforcements and the thermal of the mold. Exchanges with our engineers are therefore essential to finalize the design of parts that we can validate with our simulation software filling and deformed.
Warning
DEMGY provides its information database for information purposes only and subject to use in accordance with its purpose. The company declines all responsibility in the event of errors or misuse of this information. This technical data may be modified, adapted or corrected in line with developments in the technical resources used to create the database.
The user assumes full responsibility for the use of this information and must obtain confirmation from DEMGY's competent departments. In the absence of a request for verification, the company cannot be held responsible for any errors in the database.
The database and its nomenclature are the result of research work carried out by the producer. Under no circumstances do they result from automatic processing, but rather from human and intellectual activity. Although the data is accessible to the public, the entire database and its nomenclature are subject to copyright. Any extraction and re-use of the data, whether in full or in a substantial manner in accordance with article L342-1 of the French Intellectual Property Code, is therefore prohibited.
If you have any queries relating to these copyrights, please contact the database producer at the following address: m.richard@demgy.com.